Realize Fully Automation of NC Grinder with Air Gap Sensor

Last year, we participated in an exhibition "GRINDING TECHNOLOGY JAPAN 2019" and got a very good reactions beyond our expectations!
Engineers had many problems, because "grinding" requires high precision and quality.
-
- Automation of the origin setting process.
-
- Standardization of the origin detection
-
- Improvement of detection and prevent defect products
-
- Reduction in air cutting to shorten the processing time
- Reduction in dressing to last the expensive grinding stone longer
There are especially many users who can not standardize and automate grinding process.
Our "Air Gap Sensor" can solve these problems!
▼How it functions
▼Advantages of using Air Gap Sensor compared with touch probe/ AE sensor
METROL VS Competitor
| Metrol’s Air Gap Sensor |
Air sensors / Gap sensors made by another companies |
|
|---|---|---|
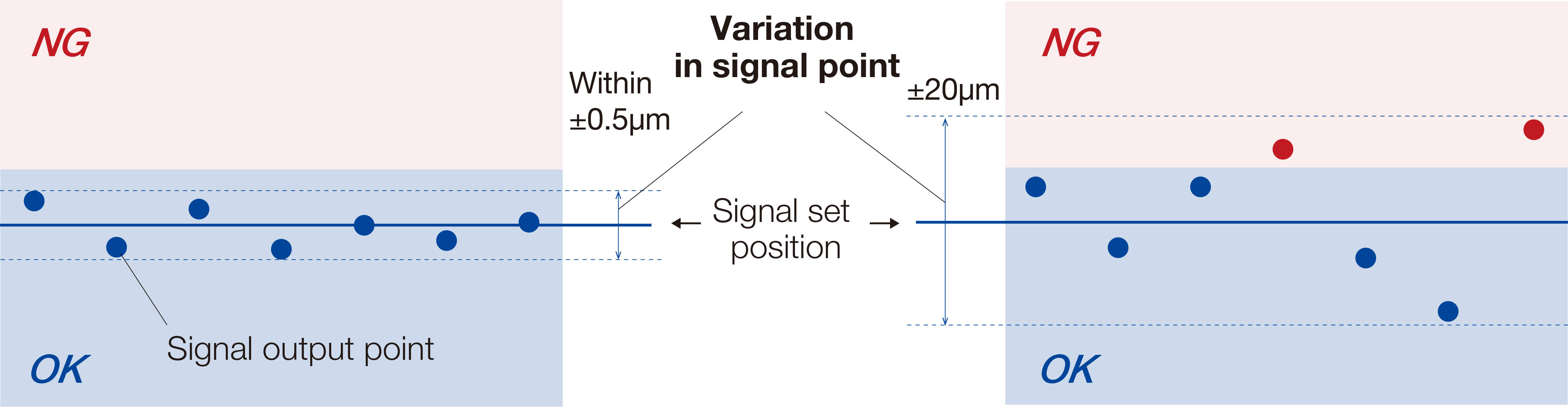
| Repeatability |  ±0.5μm− |
 ±20μm− |
 |
||
| Workpiece “Precision seating confirmation” can be realized. Minimal signal point variation and effective detection of workpiece floating due to cutting entrance. Accurate seating confirmation can be conducted within the allowable tolerance, |
Only workpirce “Existence detection” possible
Large signal variation means It is impossible to detect workpiece floating due to cutting chips and to accurately confirm |
|
| Detection distance | 1−350μm |
40−250μm |
| Protective structure | IP67 (Can be used under harsh environment where coolant splatter) |
IP66 (Not suited in harsh environment) |
| Response speed | About 0.8 seconds ( Tube length: 1.5m) Air piping can be shortened |
About 5 seconds (Tube length: 12m) Longer air piping is necessary because sensor shoud be installed outside machine tools |
| Numeral display | No display (only ON/OFF signal)* |
With display |
*The signal point can be configured by pressing the master set button.
For more information, please feel free to contact us!
Contact Form