What Is a Lathe Turning Tool? From Basics to Practice. A Thorough Guide to Types, How to Use, and How to Choose

A lathe operation’s success or failure can hinge on a cutting tool just a few centimeters long—the “turning tool (bite).”
This article systematically explains everything from the basic structure to the characteristics of various turning tools, along with how to select the right one based on workpiece material and machining conditions.
Table of Contents
What Is a Lathe Turning Tool?

“Bite” refers to a cutting tool used on a lathe. It removes material from the workpiece (the material being machined) to create the intended shape.
Structurally, it consists of a handle portion called the shank and a cutting-edge portion (insert/tip) that directly removes material—similar in form to a carpenter’s chisel.
By mounting the turning tool on the lathe and applying it to the rotating workpiece, chips are peeled away and the material is removed gradually. Because the cutting force is applied continuously in a consistent direction during machining, stable cutting is possible.
Differences Between Turning Tools and End Mills

Lathe turning tools differ significantly in structure and role from end mills used on milling machines. The key difference is that the motion of the workpiece and the tool is reversed.
In milling, the tool (end mill) rotates and removes material. In turning on a lathe, the workpiece rotates and a fixed turning tool is applied to cut it.
In other words, milling uses a rotating cutting edge that engages the material intermittently (interrupted cutting), while turning keeps the cutting edge continuously engaged with the rotating workpiece (continuous cutting).
Types of Turning Tools
Lathe turning tools come in many types and shapes depending on the machining task. Common examples include the following.
| Type | Use & Features | Photo (Image) |
|---|---|---|
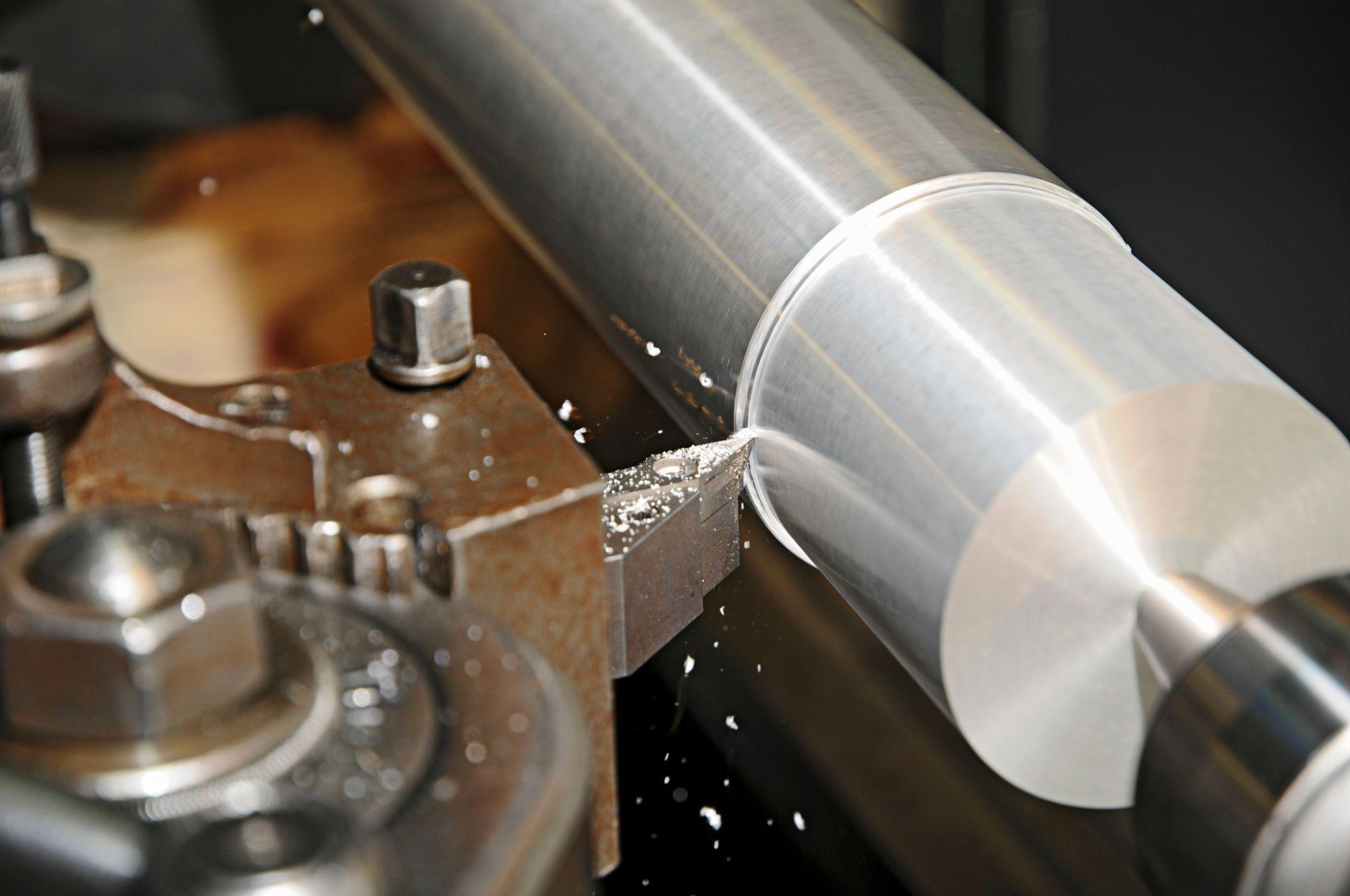
| External turning tool (OD turning) | A tool for cutting the workpiece outside diameter (outer surface). Mainly used for external cylindrical turning, and one of the most frequently used standard tools in lathe work. (Example: a typical single-point turning tool) | 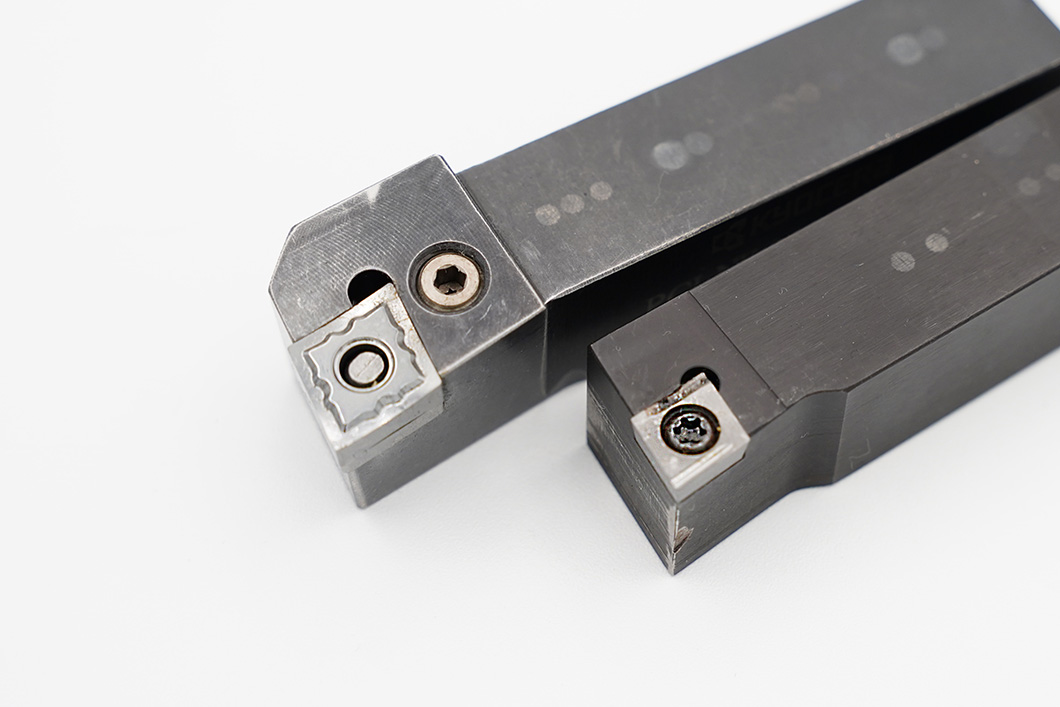 |
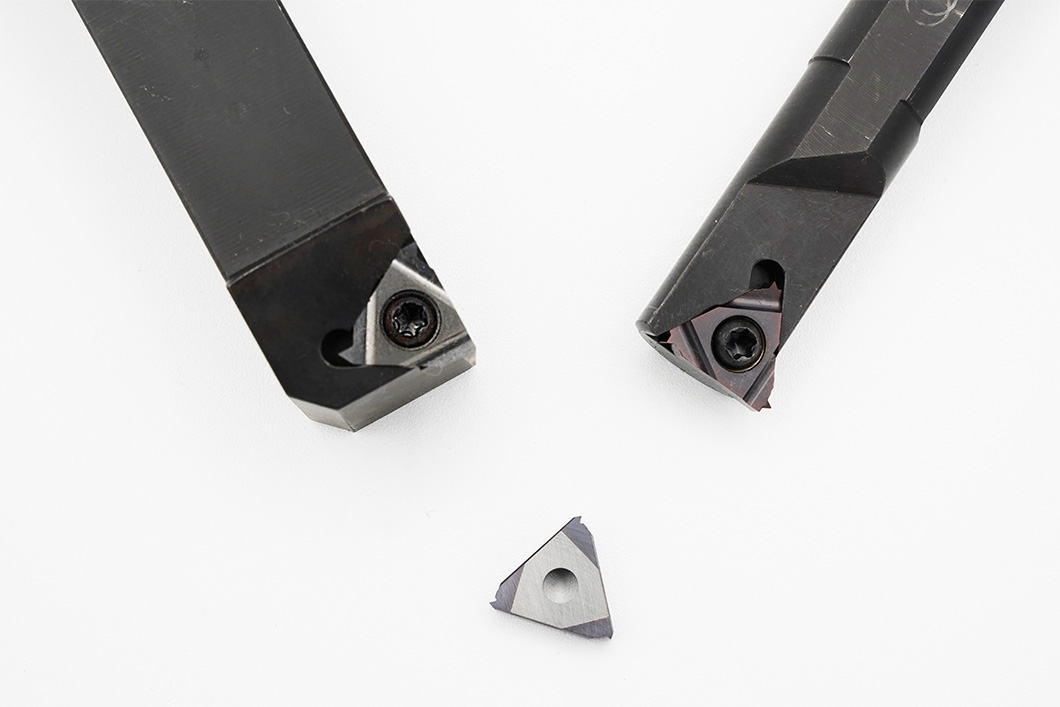
| Internal turning tool (e.g., boring bar) | A tool for cutting the inside of a workpiece (hole inner diameter). Used for boring (enlarging and finishing a pre-drilled hole). It features a slender tip that protrudes to reach inside the hole. Also called a boring bar (boring tool). |  |
| Threading tool (external / internal) | A tool for cutting thread forms (thread grooves). The cutting edge is shaped to match the thread profile, and there are tools for external threads (male threads) and internal threads (female threads). | 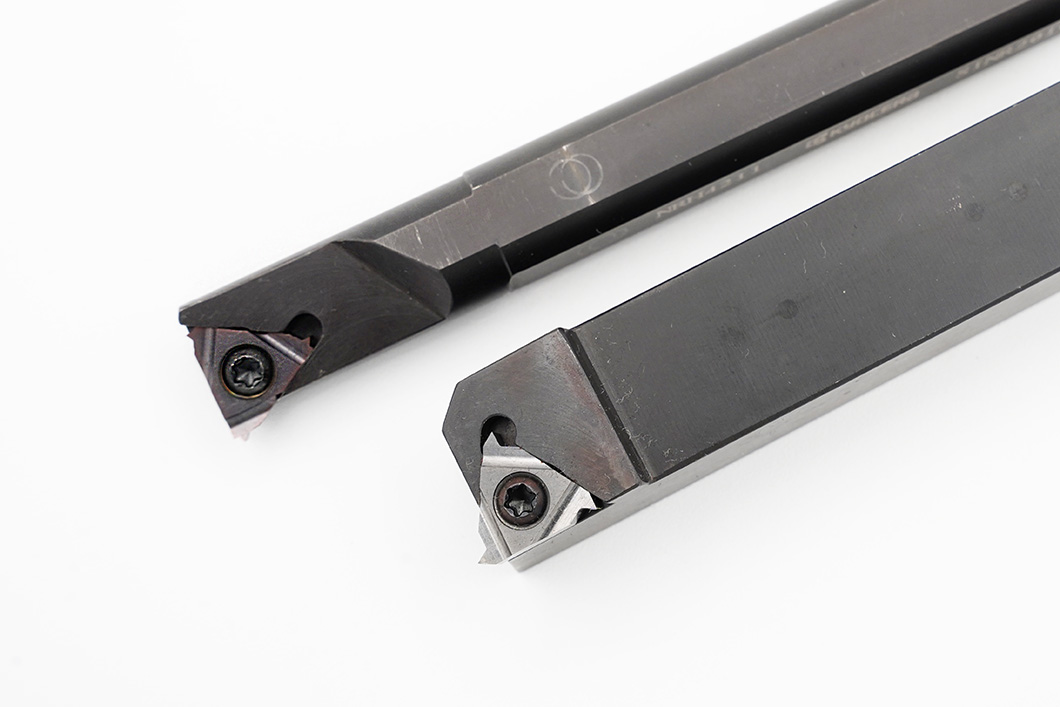 |
| Parting tool | A thin tool used to cut off (part) the workpiece. It is used to cut a narrow groove on the outer surface of a cylindrical workpiece and then separate the material. Because the cutting section is very thin and prone to breakage, careful handling is required. | 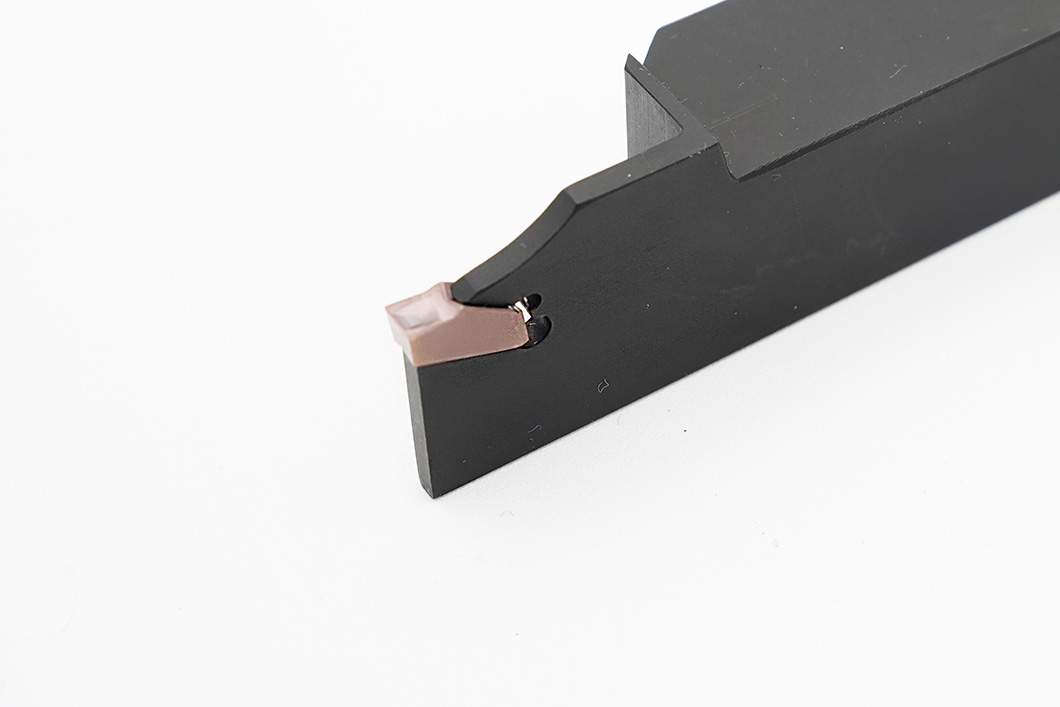 |
| Chamfering tool | A tool used to chamfer sharp corners of a workpiece (removing the corner and creating a beveled surface). It is used to remove sharp edges after machining to improve finish and safety. |  |
| Grooving tool | A tool used to cut grooves of a specified width and depth. There are tools for external grooving and internal grooving, among others, and the tool shape is selected according to the application. | 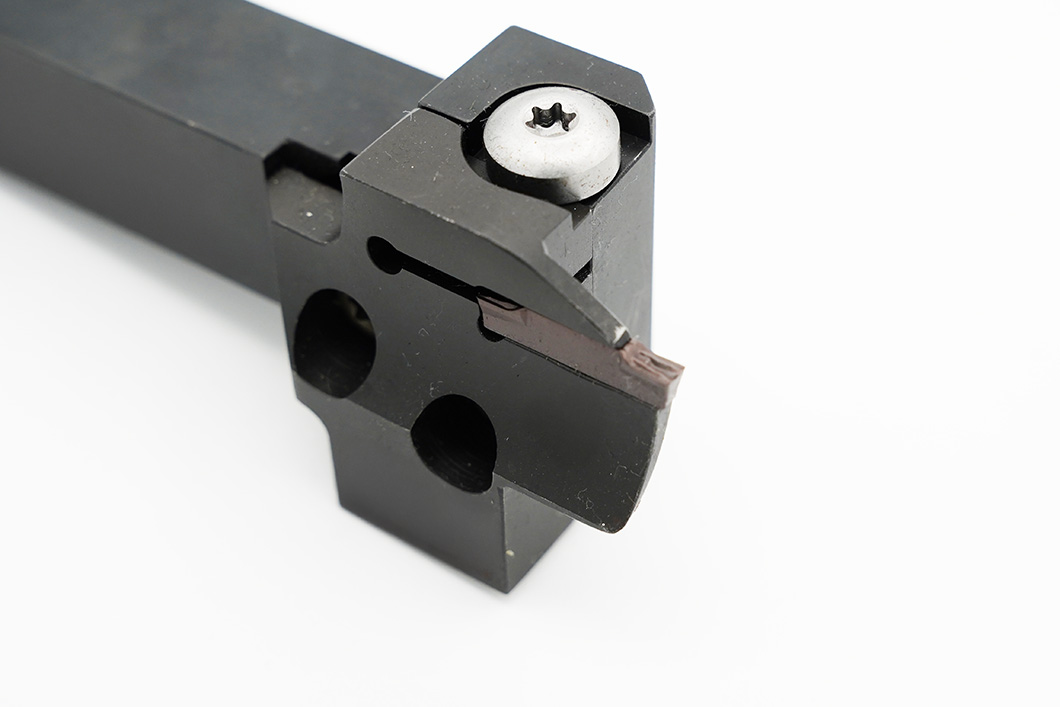 |
| Form tool (dedicated profile) | A tool with a cutting edge of a specific profile that is transferred to the workpiece to machine the required shape in a single pass. Used as a dedicated tool for specific contour profiles—for example, a full-form threading tool that can form the entire thread profile at once. | 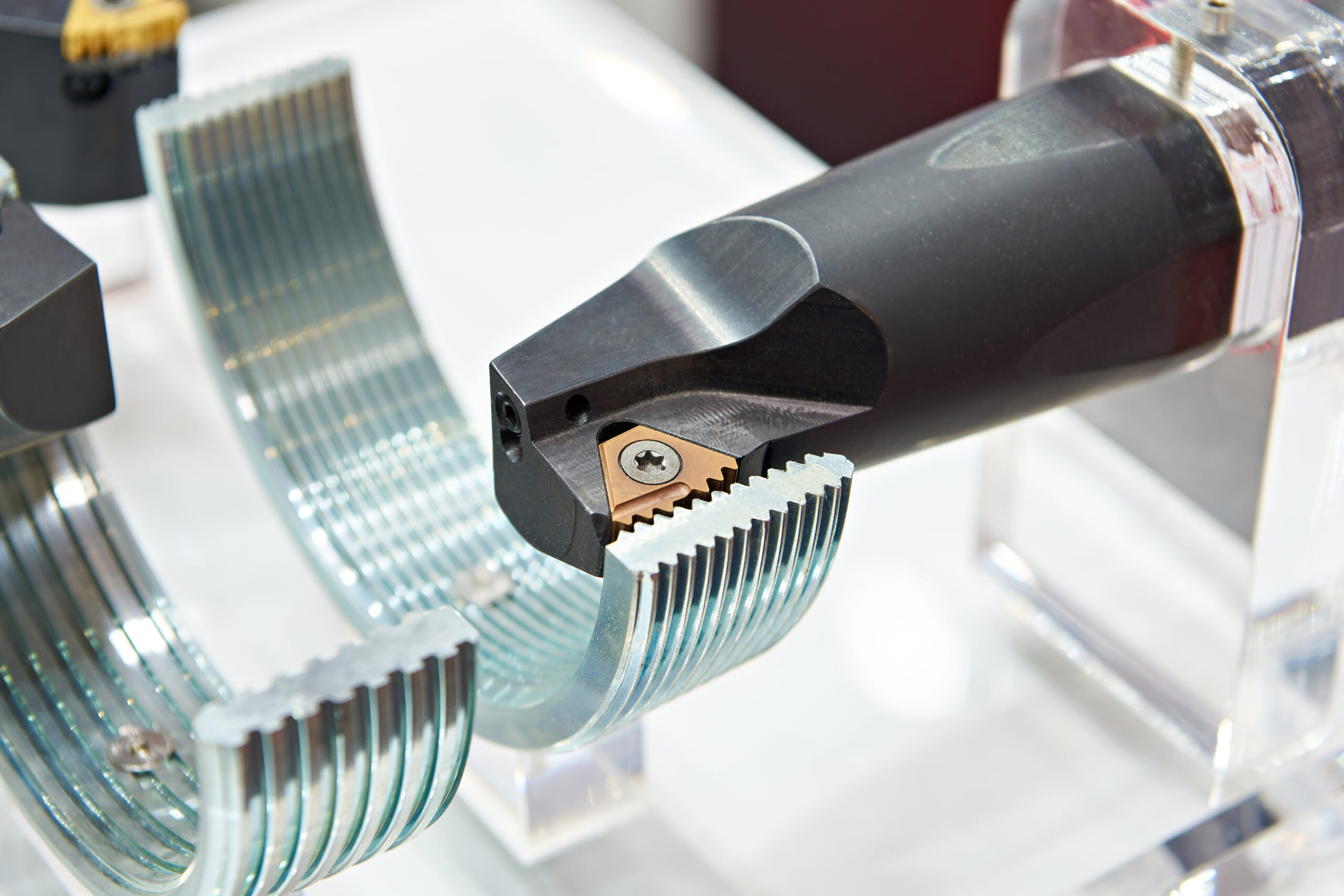 |

Tool Wear & Thermal Compensation
- Tool Setter -
Performs wear, chipping, and thermal displacement compensation, contributing to maintaining the constant machining precision of the machine tool
Click here ›What Are Right-Hand and Left-Hand Turning Tools?
Lathe turning tools are categorized by “hand,” namely right-hand (right turning tool) and left-hand (left turning tool).
This classification indicates the feed direction in which the tool geometry can cut. On a general-purpose lathe, the workpiece typically rotates forward (counterclockwise when viewed from the spindle side), and cutting is performed by feeding the tool from right to left. The tool used in this case is a right-hand turning tool.
Depending on the operation, the workpiece may still rotate forward while the tool is fed from left to right. The tool used in that case is called a left-hand turning tool.
A simple way to tell: hold the tool in your right hand and raise your thumb—if the cutting-edge corner (tip) points in the same direction as your thumb, it’s “right-hand.” If you hold it in your left hand and the corner points in the direction of your left thumb, it’s “left-hand.”
How to Choose the Right Turning Tool
When selecting a lathe turning tool, you need to consider multiple factors in combination—such as the type of workpiece material, the tool material itself, and whether the operation is roughing or finishing.
Turning Tool Suitability by Workpiece Material
- Steel (Including Stainless Steels)

For machining hard steels and stainless steels with high tensile strength, cemented carbide inserts with excellent heat resistance and wear resistance are suitable.
In mass production, coated carbide inserts are common; they resist wear even in high-speed cutting and offer long tool life.
On the other hand, for relatively soft carbon steels and low-hardness steels at modest cutting speeds, HSS (high-speed steel) tools can also be used.
However, steel machining involves high cutting resistance and tends to generate heat, so tools with a smaller rake angle are often used to secure cutting-edge strength.
- Aluminum
Because aluminum is relatively soft and highly ductile (tends to be “gummy”), tools with a sharp cutting edge and a larger rake angle (positive rake) are effective.
Both HSS tools and carbide inserts can be used for aluminum, but carbide inserts are advantageous for high-speed cutting or high-volume machining.
Aluminum readily forms a built-up edge (chips adhering to the cutting edge) during cutting, so sharp, free-cutting tools are recommended—such as mirror-finished inserts or uncoated carbide.
- Brass

Brass is brittle and has good machinability. It can be machined with relatively low cutting resistance, and both HSS and carbide can produce a good finish.
However, if the rake angle is too large, the tool may bite in due to excessive cutting action, so caution is required. As a countermeasure, a tool ground flat on the top surface with a 0° rake (zero rake angle) is considered suitable for brass machining.
Cutting-Edge (Tool) Material Differences and Selection Points
- High-Speed Steel (HSS)
A type of tool steel, HSS is a traditional tool material with an excellent balance of hardness, toughness, and heat resistance. It maintains hardness at elevated temperatures and can be ground to a very sharp edge, enabling an exceptionally keen cutting edge.
HSS turning tools are highly versatile, covering general turning, threading, and finishing on a lathe. They are especially valued for fine work and applications requiring a good surface finish.
Because they are relatively inexpensive and can be reground for reuse, they are often preferred for one-off jobs, prototyping, and small-scale machining. However, on high-hardness materials or in high-speed, high-volume cutting, they wear quickly and their edge life is inferior to carbide tools.
- Cemented Carbide (Carbide)
A sintered alloy composed of hard phases such as tungsten carbide with a cobalt binder phase, carbide is a tool material with extremely high hardness and wear resistance.
With superior hot hardness compared to HSS and longer-lasting sharpness, it is suitable for high-speed and high-material-removal machining and has become the mainstream choice in mass production.
For example, it can be applied to machining hard steels and stainless steels, contributing to improved productivity. Carbide is often used as an insert; when the edge wears, the insert can be replaced to keep a sharp cutting edge at all times.
However, it is less tough than HSS and more vulnerable to impact, so it must be used under high-rigidity conditions to prevent edge chipping.
- Ceramics
Ceramic tools primarily composed of materials such as aluminum oxide or silicon nitride also exist.
They offer exceptionally high heat resistance and wear resistance, performing well in high-speed cutting and suitable for high-speed machining of high-hardness materials that tend to wear carbide rapidly.
For example, ceramic inserts may be used for finishing cuts on cast iron or heat-resistant alloys.
However, because they are brittle and weak against impact (low toughness), they are not suitable for cut-off operations or interrupted cutting.
- CBN (Cubic Boron Nitride)
The second-hardest material in the world after synthetic diamond, CBN is suitable for machining hardened steels and superalloys that carbide or ceramics struggle to cut.
It is mainly used as an insert tip and enables long tool life and high-precision machining even on high-hardness workpieces.
Although expensive, it is widely used for finishing high-hardness materials in the automotive and aerospace industries.
- Diamond (e.g., PCD)
Synthetic diamond for tooling offers the highest hardness and is used for cutting non-ferrous metals such as aluminum and copper, resins, and carbon-fiber composites, as well as for ultra-precision mirror finishing.
With extremely high wear resistance and a sharp cutting action, it can achieve high-quality surfaces that other tools cannot.
However, it is very expensive and cannot be applied to ferrous materials because it degrades due to chemical reactions.
Diamond tools are therefore used only in special, performance-driven applications where cost is secondary (for example, machining semiconductor components or optical parts).

Automated workpiece centering and positioning
- Touch probe -
A contact/touch sensor for on-machine measurement that improves the efficiency of setup work
Click here ›Selecting Turning Tools for Roughing vs. Finishing
In lathe work, roughing (rough machining) and finishing are used selectively depending on the objective.
- Turning Tools for Roughing

In roughing, large depths of cut remove material aggressively, so tools with high rigidity and strong cutting edges are required.
Specifically, inserts with negative rake (around a 0° rake angle) and robust geometries with large included angles (for example, shapes close to 90°) are suitable.
Selecting a larger nose radius (larger R) also increases strength, making the edge less prone to chipping under high cutting resistance, deep cuts, or high feed.
In practice, roughing inserts often have large nose radii of about 0.8~2.4mm and use tough substrates and coatings that can withstand cutting heat and impact.
- Turning Tools for Finishing

Finishing aims for dimensional accuracy and surface roughness, so light cutting is performed with a sharp edge, shallow depth of cut, and low feed.
Finishing tools often use positive rake, free-cutting geometries, and may include ground HSS tools or carbide inserts designed for finishing.
Choosing a pointed geometry that can access fine details (for example, slender shapes around 35° or 55°) allows cutting into tight corners, but this comes with a trade-off in cutting-edge strength.
A smaller nose radius (e.g., about R0.2~0.4mm) helps the tool engage properly even with very small cuts and can produce a good surface finish.
However, a small nose R makes the edge more sensitive and prone to chipping, so the feed rate should be set low and vibration must be avoided.
Practical Tips Based on Shop-Floor Lathe Experience
Here are practical tips and cautions based on many years of hands-on metalworking experience.
If You Get Chatter in Threading, Consider an HSS Threading Insert
Most commercially available threading inserts are carbide. When performing slender, long-form threading on a CNC lathe, chatter is highly likely due to the insert’s specific cutting-edge geometry and tool/work deflection caused by insufficient workpiece rigidity.
Carbide inserts are well-suited to high-speed machining at high surface speeds, but they are not as good at operations that require low spindle speeds with thin, long geometries.
On a CNC lathe, machining using Type-13 threading tools or Type-53 Hale tools may be difficult for less-experienced operators due to factors such as toolholder compatibility and the difficulty of setup and maintenance when wear occurs.
For this reason, some manufacturers sell indexable (throwaway) HSS threading inserts, although they are more expensive than standard threading inserts.
As a usage caution, they cannot be mounted on every manufacturer’s threading tool, so choose a compatible manufacturer’s tool (with the same insert size).
In addition, even if mounting is possible, the cutting-edge height may change, so be sure to check the cutting-edge height before machining.
Always Keep Spare Mounting Screws for Indexable Inserts

Turning tools that use indexable inserts include “clamp style,” where a small clamp secures the insert; “screw-clamped style,” where a dedicated screw secures the insert; and “lever-lock style,” where a small lever locks into the hole in the center of the insert.
With screw-clamped styles that fasten the insert via the center hole using a dedicated screw, there is a risk of losing the screw due to impacts during insert changes or insert breakage while machining, so be sure to prepare spare dedicated screws.
If the screw is lost, it can significantly impact productivity afterward. Moreover, mounting screws for indexable inserts are often specially shaped and designed specifically for the insert, making it difficult to substitute them with general-purpose bolts.
Keeping spares on hand allows you to respond quickly to unexpected screw breakage or loss during machining and resume work smoothly afterward.
Even lever-lock and clamp styles use screws, so having spares readily available enables quick action when “screw wear is confirmed,” for example.
As a precaution, it is also a thorough risk countermeasure to stock lever-lock levers, clamp-style clamps, and the shim plates and shim pins under the insert.
Even for screw-clamped tools, it is safer to prepare not only the screws but also the female-thread-side components.
What Are Metrol’s High-Precision Positioning Sensors?
In lathe machining, the turning tool’s geometry, material, and mounting angle are crucial for machining a workpiece with high precision. However, to take full advantage of these conditions, accurate positioning—aligning the tool tip precisely to the intended position—is essential.
This is where Metrol’s positioning sensors come in. They detect the zero point with 1µm repeatability each time you change tools or perform centering, significantly reducing setup time and scrap.
High-Precision Positioning Touch Switches

These are contact-type high-precision switches used for positioning and workpiece presence detection in machine tools, robots, and jigs. They achieve an extremely high repeatability of up to 0.5 µm and feature IP67-rated waterproof and dustproof protection, ensuring stable operation even in harsh environments. With more than 200 standard models available, they offer a wide range of variations, including designs for confined spaces, high-temperature environments, vacuum applications, and low contact force requirements.
Tool Setter (Tool Length Measurement Sensor)

This is a contact-type sensor installed on CNC machine tools and industrial robots for tool length measurement, reference position setting, and tool breakage detection. By automatically measuring and compensating for tool length, wear, and thermal displacement inside the machine, it helps prevent machining defects and significantly reduces setup time. It is one of Metrol’s best-selling products, with a proven track record of more than 500,000 units shipped in 74 countries worldwide.
Touch Probe (On-Machine Measurement Probe)

This is a contact-type probe for in-machine measurement, installed on machine tools and robots to automatically perform workpiece positioning (centering) before machining and dimensional measurement after machining. With a repeatability of 1 µm, it automates workpiece referencing and dimensional inspection, replacing skilled manual operations to reduce setup time and help prevent machining defects. Both wired and wireless models are available, meeting retrofit needs for 5-axis machining centers and robotic applications.
Air Gap Sensor (Pneumatic Sensor)

This is a non-contact sensor that uses air pressure to detect workpiece seating conditions with micron-level accuracy. It can detect gaps (“lift”) of less than 10 µm—previously difficult to measure—with a repeatability of ±0.5 µm, helping prevent machining defects and equipment downtime caused by insufficient contact between the workpiece and fixture. The sensor is used in applications such as semiconductor manufacturing processes, precision part clamping operations, and grinding wheel positioning on grinding machines, and it is a smart sensor that also supports the international standard IO-Link communication.