What Is a Photoelectric Sensor? From Basic Principles to Selection Criteria, Plus Practical Tips and Precautions for Real-World Operation
Photoelectric sensors are key devices at the heart of object detection in manufacturing. With multiple operating modes—such as through-beam, diffuse-reflective, and retro-reflective—they are used in a wide range of applications, from detecting parts on conveyors to confirming robot positions.
Thanks to fast response through non-contact detection and high versatility, they have become indispensable for production-line automation.
This article provides a detailed, experience-based guide—covering basic principles and major types of photoelectric sensors, key selection criteria for industrial sites, and practical know-how and precautions for real-world operation.
Table of Contents
What Is a Photoelectric Sensor?
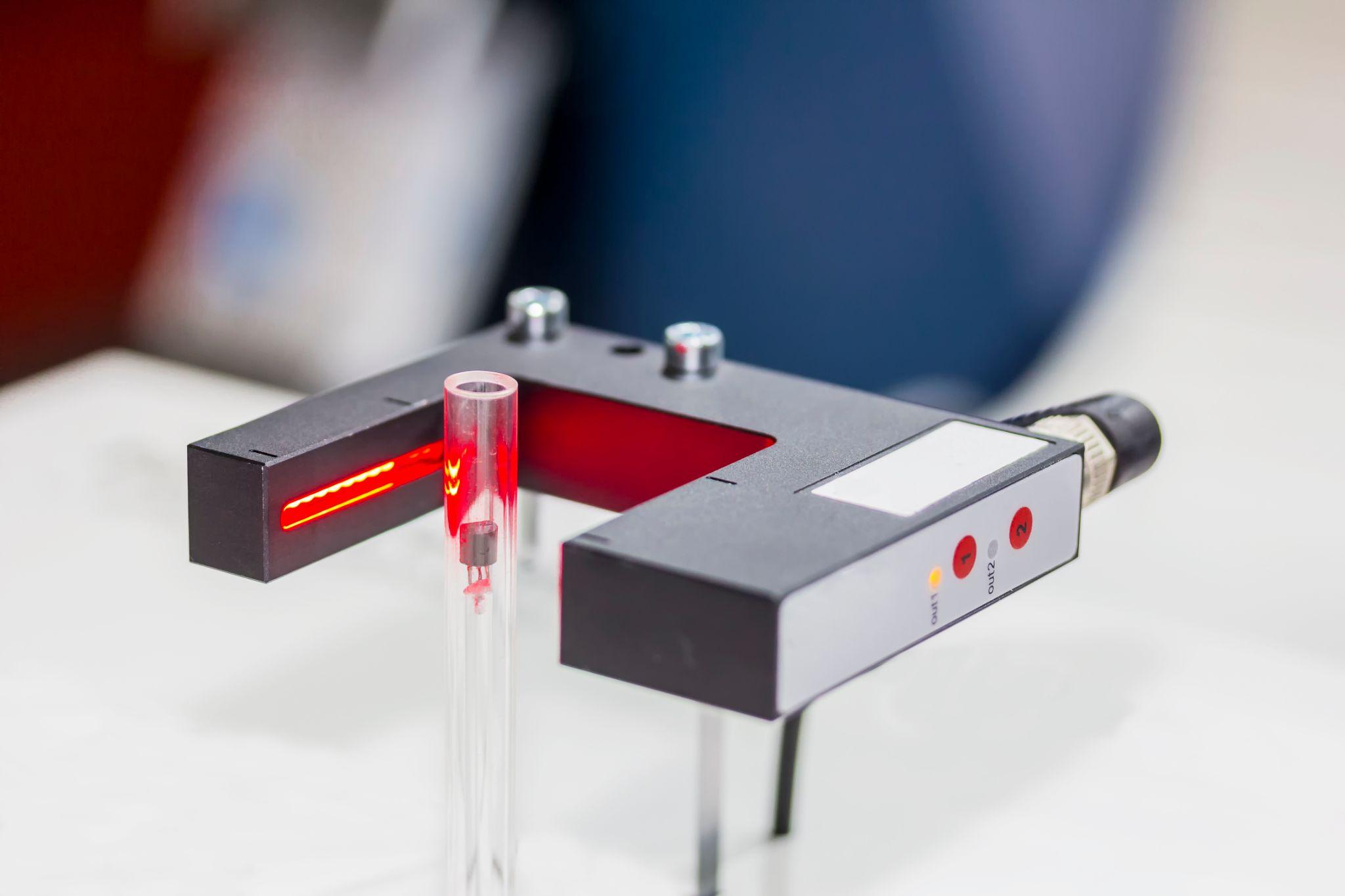
A photoelectric sensor detects the presence or state of an object using light, without contact. In general, an emitter projects infrared or visible light (such as a red LED or laser), and a receiver captures the reflected or transmitted light.
When a target object (workpiece) blocks the light between the emitter and receiver, or reflects the light off its surface, the amount of light reaching the receiver changes. Internal electronics (such as an amplifier and switching circuit) convert this change into an electrical signal and output it as an ON/OFF signal (or similar).
Infrared LEDs are commonly used as the light source, but models using laser diodes are also available for high-precision sensing—enabling detection of tiny objects and longer ranges (for example, Class 1 laser models can detect over distances from several tens of centimeters to several meters with a 1 mm-diameter spot).
Major Types
Photoelectric sensors are classified into several types based on how they operate. The three most common detection methods are through-beam, diffuse-reflective, and retro-reflective.
Each type differs in emitter/receiver configuration and sensing principle, which leads to different strengths and performance characteristics. Below is an overview of how each type works and what it is best suited for.
Through-Beam Sensors
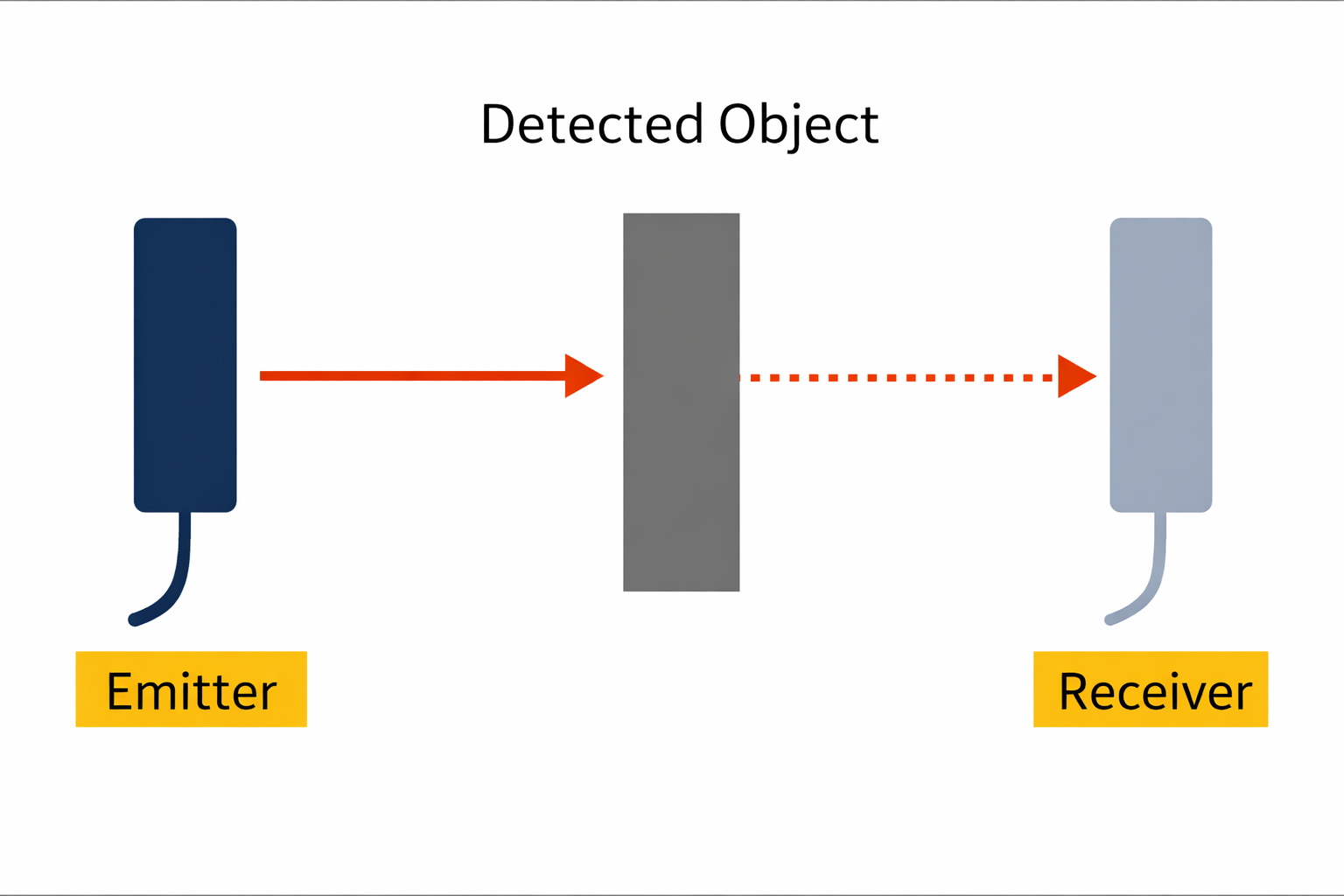
In a through-beam sensor, the emitter and receiver are installed separately, facing each other. The sensor detects an object when the light beam between them is interrupted. When the target passes between the emitter and receiver and blocks the beam, the light reaching the receiver decreases, triggering the switching output.
Because the emitter and receiver are in separate housings, the optical path is stable and the sensing distance can be very long—ranging from several meters up to several tens of meters. This method is also highly reliable and fast, with minimal influence from target color or material.
On the other hand, installation can be more complex because both the emitter and receiver require wiring and mounting, and precise optical alignment is needed. It may be difficult to install in tight spaces, but it is widely used as the most stable option for long-distance detection among photoelectric sensors.
Diffuse-Reflective Sensors
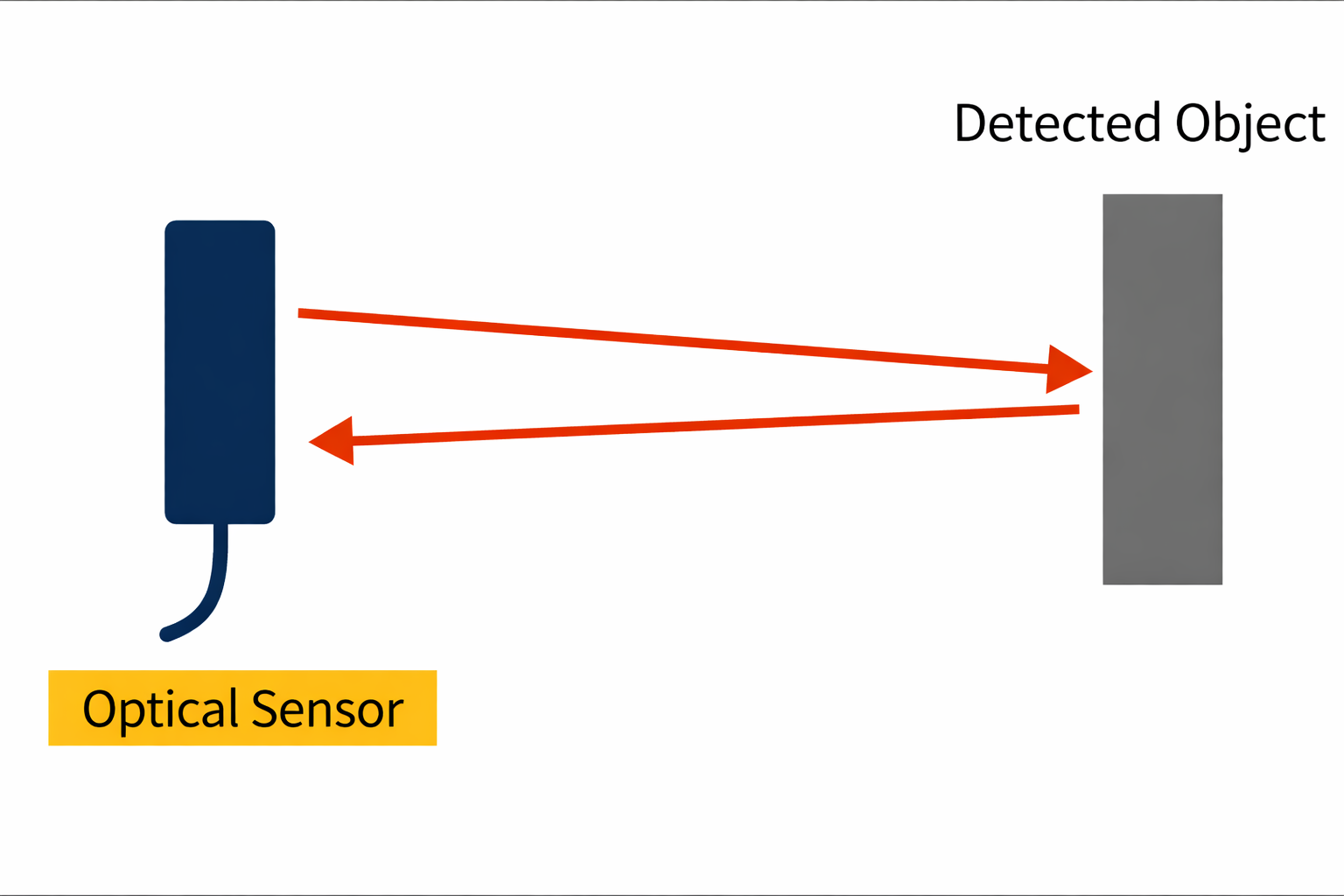
In a diffuse-reflective sensor, the emitter and receiver are integrated into the same housing, and the sensor detects an object by receiving light reflected from the target. Because the sensor can be installed on one side only, wiring and mounting are simpler and more space-efficient than a through-beam setup.
However, the sensing distance is relatively short—typically from a few centimeters to a few meters—and the amount of reflected light depends heavily on the target’s surface condition (color, material, and gloss). For example, matte white objects reflect well, while black or matte objects absorb and scatter light, often reducing the usable sensing distance.
There is also a risk of false detection due to background reflections—for instance, weak reflections from a wall or equipment behind the target may be misidentified as the object. To address this, technologies such as background suppression (BGS), which uses dual receiving elements to subtract background light, have been developed. In recent years, diffuse sensors with reduced sensitivity to background objects have become available.
Retro-Reflective Sensors
A retro-reflective sensor combines a sensor body (with integrated emitter and receiver) and a reflector installed on the opposite side. Light emitted from the sensor is returned toward the sensor by the reflector, so under no-target conditions, the receiver continuously receives the returned light.
When a target object enters between the sensor and reflector, it blocks the optical path. The sensor detects the object based on the reduced received light. This approach offers one-side installation without separate wiring for emitter and receiver, and it can achieve relatively long sensing distances—from several meters up to around 10 m.
Because the light passes the target area twice, transparent objects such as glass or film can be detected under certain conditions. Compared with diffuse sensors, it is also less affected by target color or surface angle, enabling more stable detection.
On the other hand, highly reflective mirror-like or metallic glossy objects may reflect light strongly—similar to the reflector—so the sensor may fail to detect that the beam has been interrupted, leading to malfunction.
To address this, retro-reflective sensors with a polarizing filter are used. By receiving only light with a specific polarization direction, these sensors are designed to detect mirror-like or transparent objects more reliably.
It is also important to note that retro-reflective sensors have a dead zone (near-field blind spot) close to the sensor. At very short distances, the emitted light may not have spread enough to reach the reflector, so the sensor must be used beyond the minimum sensing distance specified by the manufacturer.

High Precision Positioning
- MT-Touch Switches -
0.5 μm repeatability without amplifier IP67, highly resistant to adverse environments
Click here ›Common Applications
Because they respond quickly and can detect almost any object without contact, photoelectric sensors are used in a wide range of fields—from industry to everyday environments. Below are typical application examples.
Industrial Automation

They are widely used on factory production lines and assembly equipment for presence detection of parts and products, positioning, sorting, counting, and more.
Examples include detecting products passing along conveyors, verifying that robots have placed parts correctly, and detecting part shortages or jams—functions essential to manufacturing automation. Their high-speed response also supports millisecond-level counting and timing control.
Packaging

In packaging machines and packaging lines, photoelectric sensors are used to detect the presence of packaging materials, measure fill levels, and check for labels. Retro-reflective sensors with polarizing filters may also be used for transparent film packaging or for detecting whether bottles are full or partially filled.
Because they can detect without touching containers, they are also valued in the food and pharmaceutical industries.
Elevators

Elevator doors commonly include photoelectric switches (“photo eyes”) as safety sensors to detect passengers or obstacles. When a through-beam installed in the door frame is interrupted by a person or object, the door reopens or stops closing, helping prevent trapping accidents.
U-shaped (slot-type) photoelectric sensors are also used for elevator position detection. They detect light-blocking flags installed at fixed positions for each floor, enabling accurate stop-position control.
Safety Devices

Light curtains and area sensors used to protect workers in factories are also applications of photoelectric sensing in a broad sense. They arrange multiple through-beam axes in a grid to instantly detect body or hand/finger intrusion and stop machinery (safety photoelectric sensors compliant with safety standards such as ISO 13849-1 are used).
Photoelectric safety beams are also used in parking gates and automatic doors in buildings, contributing to obstacle detection and pinch prevention.
High Precision Positioning
- MT-Touch Switches -
0.5 μm repeatability without amplifier IP67, highly resistant to adverse environments
Click here ›Advantages and Disadvantages of Photoelectric Sensors
This section summarizes the most notable advantages and disadvantages of photoelectric sensors compared with other common sensing technologies.
Advantages of photoelectric sensors

Benefits of Non-Contact Detection
The biggest advantage is non-contact detection. Because sensing occurs without physical contact, it helps prevent damage to both the target and the sensor, reduces wear, and supports long service life.
High-Speed Response
Using light enables extremely fast response. Many sensors can detect in a few milliseconds or less, supporting control of high-speed transfer lines.
Versatile Detection Capability
Another major benefit is versatility. Unlike inductive sensors that detect only metal, photoelectric sensors can detect many materials as long as light reaches the target—glass, plastic, wood, liquids, and more. As a result, they are widely used not only in factories but also in everyday environments as sensors that can detect “almost anything.”
High-Precision Detection and Ease of Adjustment
Improvements in optical systems have also enabled high detection accuracy. With small laser spots and high-resolution receiving elements, sensors can detect tiny objects and position changes down to a few millimeters or less, making them applicable to precise positioning and dimensional inspection.
With models that use visible light, alignment is easier—sensor positioning can be adjusted simply by matching the visible red spot.
In short, photoelectric sensors offer many advantages, including long-distance detection, high-speed response, non-contact operation, high precision, and broad applicability across many targets.
Drawbacks of photoelectric sensors

Susceptibility to Environmental Factors
On the other hand, sensors that rely on light come with unique constraints and precautions. First, they tend to be more susceptible to environmental factors. Because they use delicate optical components, dust or oil adhering to the lens can reduce sensitivity and cause false detection.
Regular lens cleaning and maintenance may be required, and contamination countermeasures are especially important in factories with heavy dust or oil mist.
Strong ambient light (such as direct sunlight or welding arc light) entering the sensor can saturate the receiver and degrade detection performance. Depending on the installation site, it may be necessary to add a shading hood or adjust sensitivity.
In addition, when sensors are installed close to each other, their emitted light may interfere, causing crosstalk. Preventive measures include models that can shift emission frequency and layout designs that avoid adjacent installation.
Challenges by Detection Method
Each detection method also has its own drawbacks. As described earlier, diffuse sensors are strongly affected by surface conditions: black or matte objects often shorten sensing distance, and false detection due to background reflections can occur.
Retro-reflective sensors are vulnerable to mirror-like or glossy objects, and they can have blind spots at short distances.
Through-beam sensors provide stable detection, but installation cost and alignment effort tend to be greater than other methods.
Limitations Compared with Other Technologies
Depending on the application, other sensing methods may be more suitable than photoelectric sensors. For example, ultrasonic sensors or laser distance sensors may be used for distances beyond several tens of meters or for measuring the thickness of transparent objects. For precision displacement measurement below a few millimeters, vision sensors or displacement gauges can be advantageous.
In recent years, low-cost ToF-based 3D cameras have emerged, and in some applications—such as picking in logistics—there are cases where they are adopted instead of photoelectric sensors.
Even so, photoelectric sensors still excel in fast and reliable simple ON/OFF detection. In applications where cost-performance and response speed are critical, they offer advantages that are difficult to replace with other methods.
Overall, while photoelectric sensors provide many benefits, they may fail to deliver expected performance if environmental controls or model selection are inappropriate. Proper operation based on a clear understanding of their characteristics is essential.
High Precision Positioning
- MT-Touch Switches -
0.5 μm repeatability without amplifier IP67, highly resistant to adverse environments
Click here ›Key Points to Consider When Selecting a Sensor
When selecting a photoelectric sensor, it is important to choose specifications that match the application and environment. Consider the following key points.
Detection Method and Installation Configuration
First, choose the detection method (through-beam, diffuse-reflective, retro-reflective, etc.) that best fits the application. For example, use through-beam for reliable detection over long distances or in harsh environments, and diffuse-reflective when you want a one-piece sensor that is easy to install.
Physical constraints also matter—such as whether there is space for both the sensor and reflector, or whether installation is possible only from one side.
Sensing Distance
Confirm that the sensor supports the required sensing distance. In general, through-beam offers the longest range, followed by retro-reflective and then diffuse-reflective. If the distance is near the limit, operation can become unstable, so it is safer to select a model with sufficient margin.
Be especially careful when detecting transparent objects, as stable detection may be possible only at shorter distances than the catalog values suggest.
Characteristics of the Target Object
The target’s size, color, material, transparency, and surface roughness can all affect model selection. For small parts or tiny steps, laser sensors with a small spot size or sensors with slits are suitable.
For black, matte, or transparent objects, high-output models or those with polarizing filters can be advantageous. Conversely, when handling mirror-like objects, diffuse sensors may be more stable in some cases. Selecting the appropriate light source and sensing principle for the target is critical.
Response Speed
In processes where targets pass at high speed, the sensor’s response time is also important. Photoelectric sensors are generally fast, but depending on the product, response may range from several tens of microseconds to several milliseconds.
For example, sorting lines where several hundred items pass per minute may require high-response types. Some models also include ON-delay and OFF-delay functions to prevent chatter.
Installation Environment
Consider the operating environment (temperature, humidity, dust, water droplets, oil mist, vibration, etc.). Outdoors or under direct sunlight, models resistant to ambient light and/or shading measures are necessary. In dusty environments, sensors with lens contamination alarms or air purge mechanisms may be appropriate.
In areas exposed to water or chemicals, selecting stainless-steel housing models with waterproof and chemical-resistant ratings such as IP67 or IP69K improves reliability. Also confirm the operating temperature range for extreme hot or cold conditions.
Durability and Robustness
For industrial use, robust construction that withstands vibration and shock is also important. Metal housings generally offer better environmental resistance than resin housings, but increase weight and cost. If installation space is limited, consider thin or compact sensors (such as cylindrical M18 types or ultra-slim models).
On-site workability is also affected by how easy it is to route cables and whether the sensor uses connectors (M8/M12 connector types vs. direct cable leads).
Output Specifications and Interfaces
Connection to control devices is another selection factor. Choose NPN or PNP output to match the PLC input type. If analog values are required, some models provide analog output proportional to distance.
In recent years, IO-Link compatible sensors have also emerged, enabling bidirectional communication between the sensor and an IO-Link master. With IO-Link models, functions such as remote mode switching, sensitivity settings, and retrieval of self-diagnostic data can be performed via a standardized protocol—making interfaces worth considering for smart factory initiatives.
Manufacturer and Support
A wide variety of photoelectric sensors are available from many manufacturers, but products from proven brands often provide greater confidence in reliability and support. For safety applications in particular, it is necessary to select products certified to relevant standards in each region.
It is best to choose a manufacturer comprehensively, including after-sales support in case problems occur.
Practical Insights from Experienced Users
While photoelectric sensors have excellent characteristics in theory, real manufacturing sites often face many challenges not reflected in catalogs—such as differences in detection performance by material and failures driven by environmental factors.
Below is a detailed explanation of practical knowledge based on real implementation and operational experience.
Detection Results by Material/Shape in Machining Sites and How to Address Issues

For aluminum alloy detection, completely different approaches are required depending on whether the material is in its raw state or after machining. Wrought materials can often be detected stably even with diffuse sensors due to the surface oxide layer, but mirror-like machined surfaces reflect light specularly and can become undetectable.
For example, you can standardize a 30° angled installation for detecting machined aluminum parts, avoiding specular reflection and resolving the issue.
Stainless steel also varies greatly between SUS304 and SUS430. Because SUS304 is non-magnetic, inductive sensors cannot be used, making photoelectric sensors essential; however, sensing distance can vary by nearly a factor of three depending on surface finish. In practice, about 50 mm may be usable for a #400 finish, while a mirror finish may be limited to roughly 15 mm.
With plastic parts, sensor malfunctions caused by static electricity occur frequently. POM (polyacetal) and PE (polyethylene) are particularly prone to charging and may discharge near the sensor, generating noise. Effective countermeasures include installing an ionizer or using sensors with metal housings.
Black rubber parts are among the most difficult targets to detect. Carbon-filled black rubber absorbs most light, so with diffuse sensors you may need to position the sensor within about 3–5 mm. In such cases, selecting a sensor with background suppression and designing fixtures that constrain the workpiece path are critical.
How to Use Photoelectric Sensors to Streamline Changeovers

In high-mix, low-volume production, photoelectric sensors can be used to verify fixture changes during changeovers. The idea is to create a unique light-blocking pattern on each fixture and automatically identify the fixture type using sensors. For example, by combining 3 mm, 5 mm, and 8 mm light-blocking plates on a fixture and using three through-beam sensors for binary identification, you can distinguish eight fixture types.
This can completely prevent operators from selecting the wrong fixture and reduce defects caused by changeover mistakes. In addition, the PLC can receive the fixture identification signals and automatically select the machining program, shortening changeover time.
Photoelectric sensors can also be used to compensate for variation in workpiece loading position. Before chuck clamping, two-axis sensors measure the workpiece tip position to detect XY misalignment. Using this information to correct the transfer robot’s motion can achieve positioning accuracy within, for example, ±0.5 mm.

Automated workpiece centering and positioning
- Touch probe -
A contact/touch sensor for on-machine measurement that improves the efficiency of setup work
Click here ›Using Photoelectric Sensors in Quality Assurance
For dimensional checks of machined parts, simplified measurement using photoelectric sensors can be effective. For diameter measurement, two opposing laser photoelectric sensors can measure the workpiece’s shadow width, enabling sorting with ±0.1 mm accuracy.
To verify through-holes in drilling operations, a through-beam sensor can be placed on the back side of the workpiece to detect drill tip breakthrough. This enables reliable detection of insufficient counterbore depth or incomplete penetration due to drill breakage.
Use in Automated Systems

In unmanned operation systems, anomaly detection using photoelectric sensors plays a critical role. For chip discharge verification, a through-beam sensor installed over a conveyor continuously monitors chip flow. If there is no signal change for 10 seconds, the system determines a chip clog and stops automatically, preventing equipment damage during unattended night operation.
For robot gripper confirmation, sensors can be embedded inside the hand to detect both the presence and position of the workpiece. Unlike suction with vacuum pads, mechanical gripping cannot be validated by gripping force alone, making photoelectric confirmation essential.
For product sorting on conveyors, product shapes can be identified by combining multiple sensors. By measuring length, height, and width and performing dimensional pattern matching in the PLC, multiple product types can be sorted at high speed.
Compliance and Practical Challenges When Deploying to Overseas Plants

When deploying photoelectric sensors in overseas plants, compliance with safety standards is the top priority. Selecting CE-marked equipment is a given, but you must also confirm local electrical standards (voltage, frequency) and environmental requirements (IP rating, operating temperature range).
In particular, hot and humid environments in parts of Asia often cause frequent sensor failures due to condensation. In environments with humidity above 90%—rarely experienced in Japan—fogging on the inside of lenses and corrosion of electronic circuits can occur. As countermeasures, standardize the selection of products with high sealing performance (IP67 or higher) and the installation of dehumidification equipment.
For spare parts procurement, it is important to select manufacturers with strong local availability. Even if a brand is common in Japan, it may have no local distributor overseas, leading to long lead times for repair or replacement. Before expanding overseas, be sure to confirm support coverage in the target country and prepare a list of locally procurable alternatives.
What Are Metrol’s High-Precision Positioning Sensors?
While photoelectric sensors support factory automation with fast response and versatility through non-contact detection, they have physical limitations when it comes to ultra-precision positioning in the micrometer (μm) range.
METROL’s positioning sensors enable “high-precision detection through reliable contact” in critical processes directly tied to manufacturing quality—such as tool length measurement in CNC machining, accurate workpiece centering, and verification of clamping conditions.
High-Precision Positioning Touch Switches

These are contact-type high-precision switches used for positioning and workpiece presence detection in machine tools, robots, and jigs. They achieve an extremely high repeatability of up to 0.5 µm and feature IP67-rated waterproof and dustproof protection, ensuring stable operation even in harsh environments. With more than 200 standard models available, they offer a wide range of variations, including designs for confined spaces, high-temperature environments, vacuum applications, and low contact force requirements.
Tool Setter (Tool Length Measurement Sensor)

This is a contact-type sensor installed on CNC machine tools and industrial robots for tool length measurement, reference position setting, and tool breakage detection. By automatically measuring and compensating for tool length, wear, and thermal displacement inside the machine, it helps prevent machining defects and significantly reduces setup time. It is one of Metrol’s best-selling products, with a proven track record of more than 500,000 units shipped in 74 countries worldwide.
Touch Probe (On-Machine Measurement Probe)

This is a contact-type probe for in-machine measurement, installed on machine tools and robots to automatically perform workpiece positioning (centering) before machining and dimensional measurement after machining. With a repeatability of 1 µm, it automates workpiece referencing and dimensional inspection, replacing skilled manual operations to reduce setup time and help prevent machining defects. Both wired and wireless models are available, meeting retrofit needs for 5-axis machining centers and robotic applications.
Air Gap Sensor (Pneumatic Sensor)

This is a non-contact sensor that uses air pressure to detect workpiece seating conditions with micron-level accuracy. It can detect gaps (“lift”) of less than 10 µm—previously difficult to measure—with a repeatability of ±0.5 µm, helping prevent machining defects and equipment downtime caused by insufficient contact between the workpiece and fixture. The sensor is used in applications such as semiconductor manufacturing processes, precision part clamping operations, and grinding wheel positioning on grinding machines, and it is a smart sensor that also supports the international standard IO-Link communication.