What Is a Proximity Sensor? Types, Applications, and Key Points for Selection
Proximity sensors, widely used in manufacturing, are devices that detect an object’s approach or presence without physical contact.
This article provides practical, engineer-focused information—from the principles and characteristics of various proximity sensors to real-world insights from production sites and key points for selecting sensors for implementation.
Table of Contents
What Is a Proximity Sensor? Basic Principles

A proximity sensor is a general term for sensors that detect an object’s approach or presence without touching it and convert that information into an electrical signal. Used as an alternative to mechanical contact sensors such as limit switches, they detect an object’s movement or presence without contact.
Various physical phenomena are used for detection. Typical principles include electromagnetic induction (generating eddy currents in metal), capacitance (changes in an electric field caused by a nearby object), magnetism (changes in a magnetic field due to a magnet or the Hall effect), ultrasonics (reflection and time delay of sound waves), and optics (blocking or reflecting light).
In all methods, the sensor detects an object’s approach by sensing changes in the field it emits (magnetic field, electric field, light, sound waves, etc.). Because detection is non-contact, it does not damage the target, and since there is no mechanical wear, a longer sensor service life can also be expected.
Differences by Proximity Sensor Type
There are multiple types of proximity sensors, each with different operating principles and strengths.
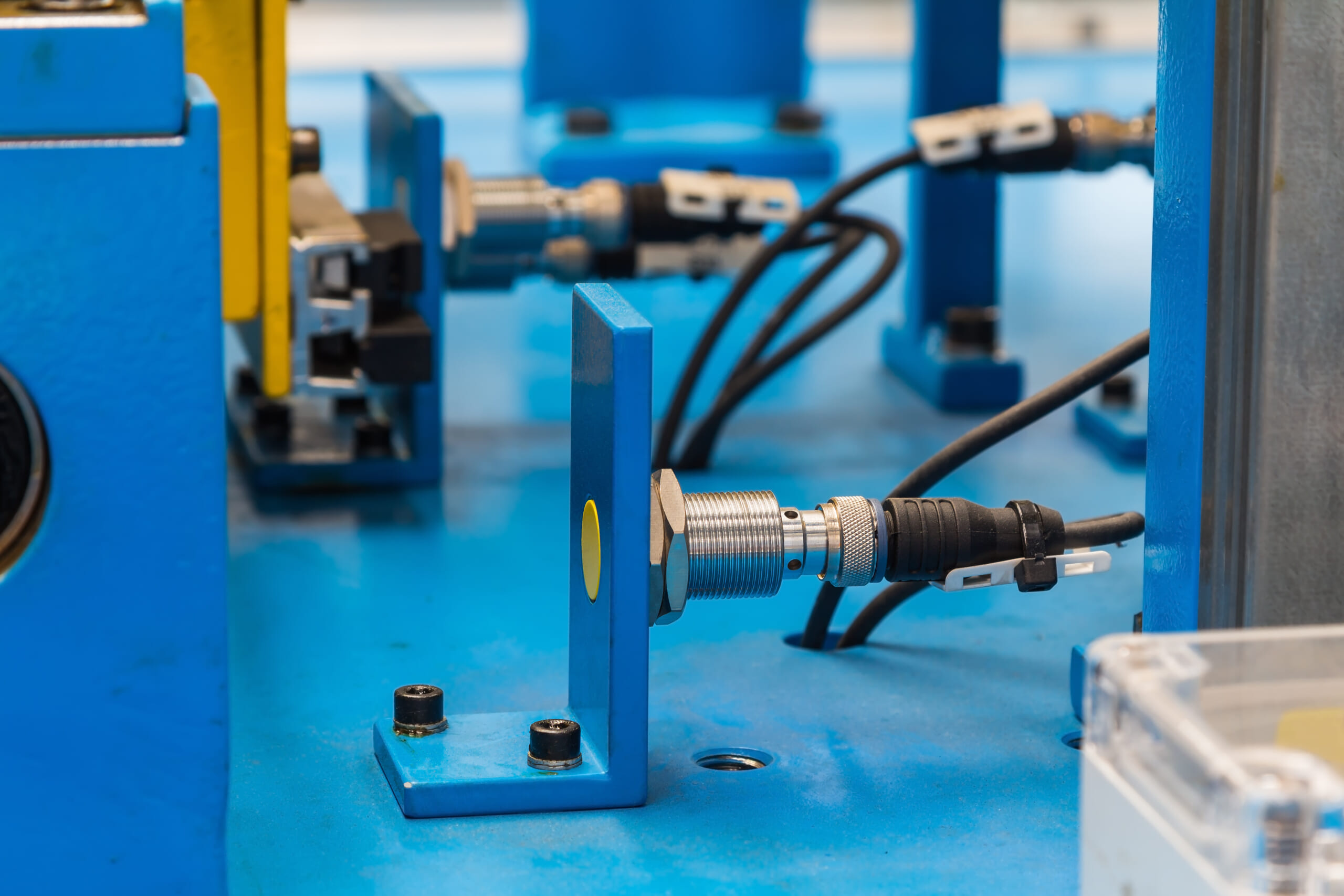
Inductive Proximity Sensor (Electromagnetic Induction Type)

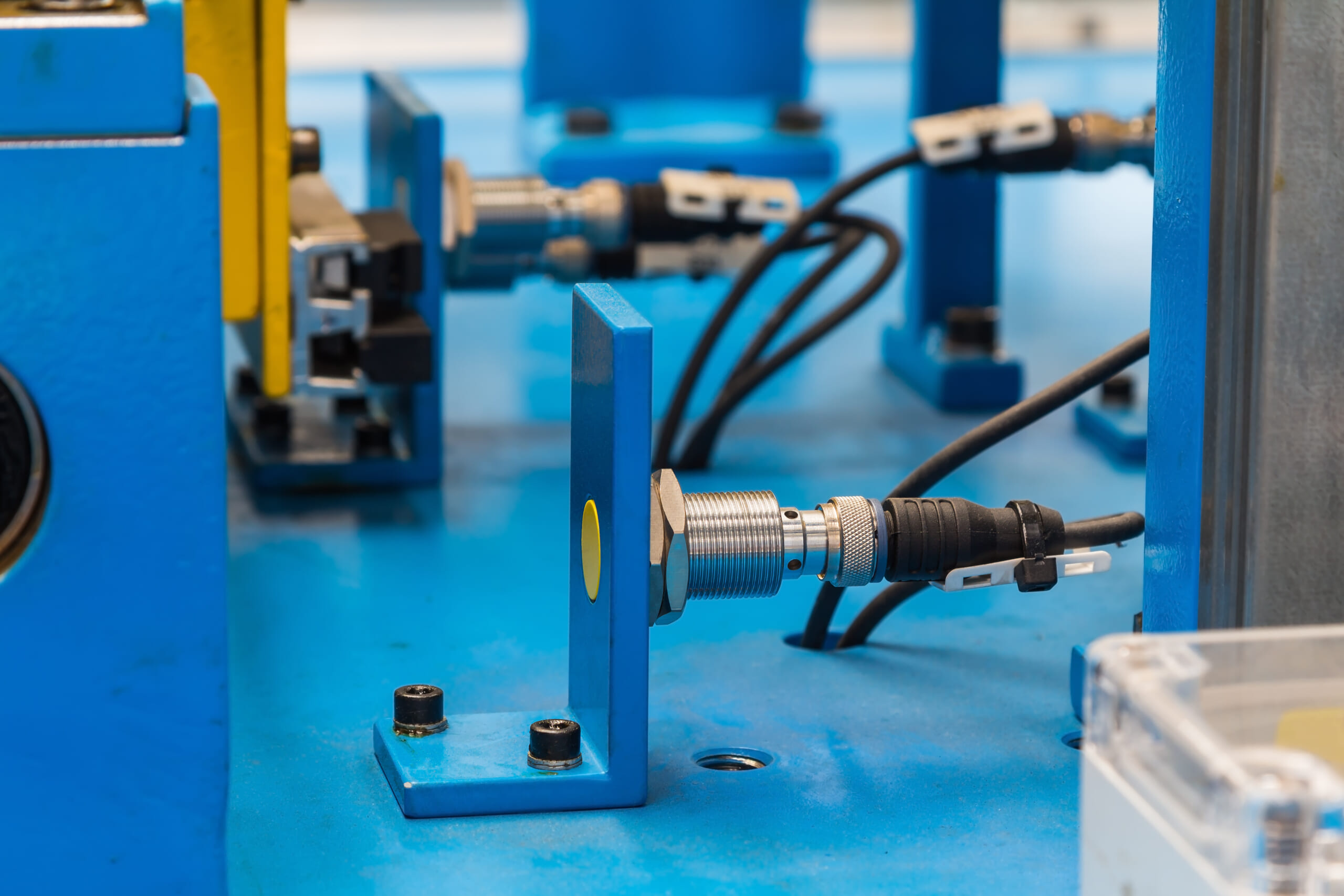
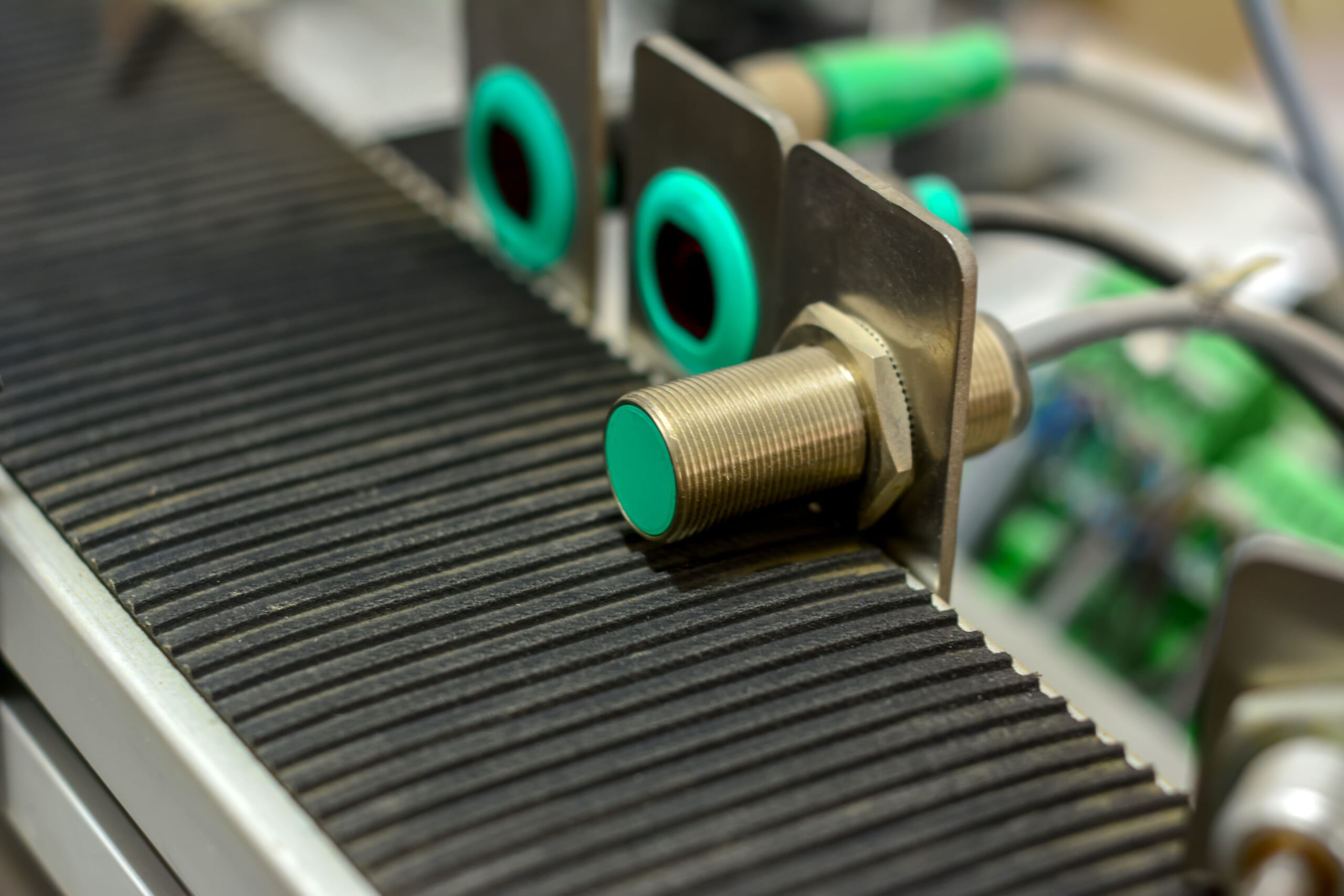
A typical inductive proximity sensor often has a cylindrical metal housing. Inductive types are the most widely used proximity sensors in industrial applications and include an oscillator circuit that generates a high-frequency magnetic field.
When a metal object approaches the sensing range, electromagnetic induction changes the coil’s resistive characteristics and energy loss. The sensor detects the metal’s approach by sensing the resulting change in the oscillator circuit’s amplitude or frequency.
Inductive sensors are designed to detect primarily metals (conductive materials such as steel, aluminum, and copper) only.
Capacitive Proximity Sensor

A capacitive type has an electrode (capacitor) at the sensor tip and detects an object’s presence by sensing changes in the electric field generated there.
In principle, as a target approaches, the capacitance between the sensor and the object (the ability to store electric charge) increases. The sensor detects this by capturing changes in the internal oscillator circuit’s amplitude or frequency.
Unlike inductive types, a major feature of capacitive sensors is that they can detect a wide range of non-metal materials as well (liquids, resins, powders, glass, etc.).
Ultrasonic Proximity Sensor
Ultrasonic types emit high-frequency sound wave pulses beyond the range of human hearing and detect an object’s presence or distance by receiving the reflected echo.
Because distance is calculated by measuring the ultrasonic round-trip time of flight, these sensors can be used not only as proximity switches but also as distance-measuring sensors. In addition to direct reflection-based detection, they can also be applied to intrusion detection for alarm purposes (detecting when an object enters a defined area).
Optical Proximity Sensor (Photoelectric Sensor)
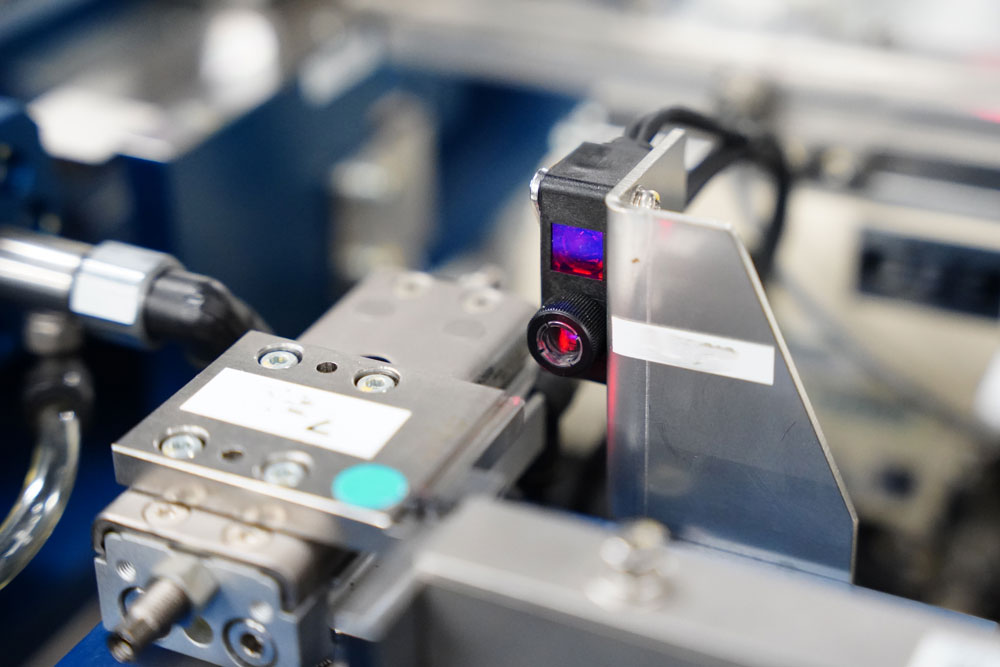
Optical proximity sensors (photoelectric sensors) consist of a light emitter that outputs an infrared or visible-light beam and a receiver, and they detect light interruption or reflection caused by an object.
They operate by detecting the decrease or loss of received light when an object crosses the beam.

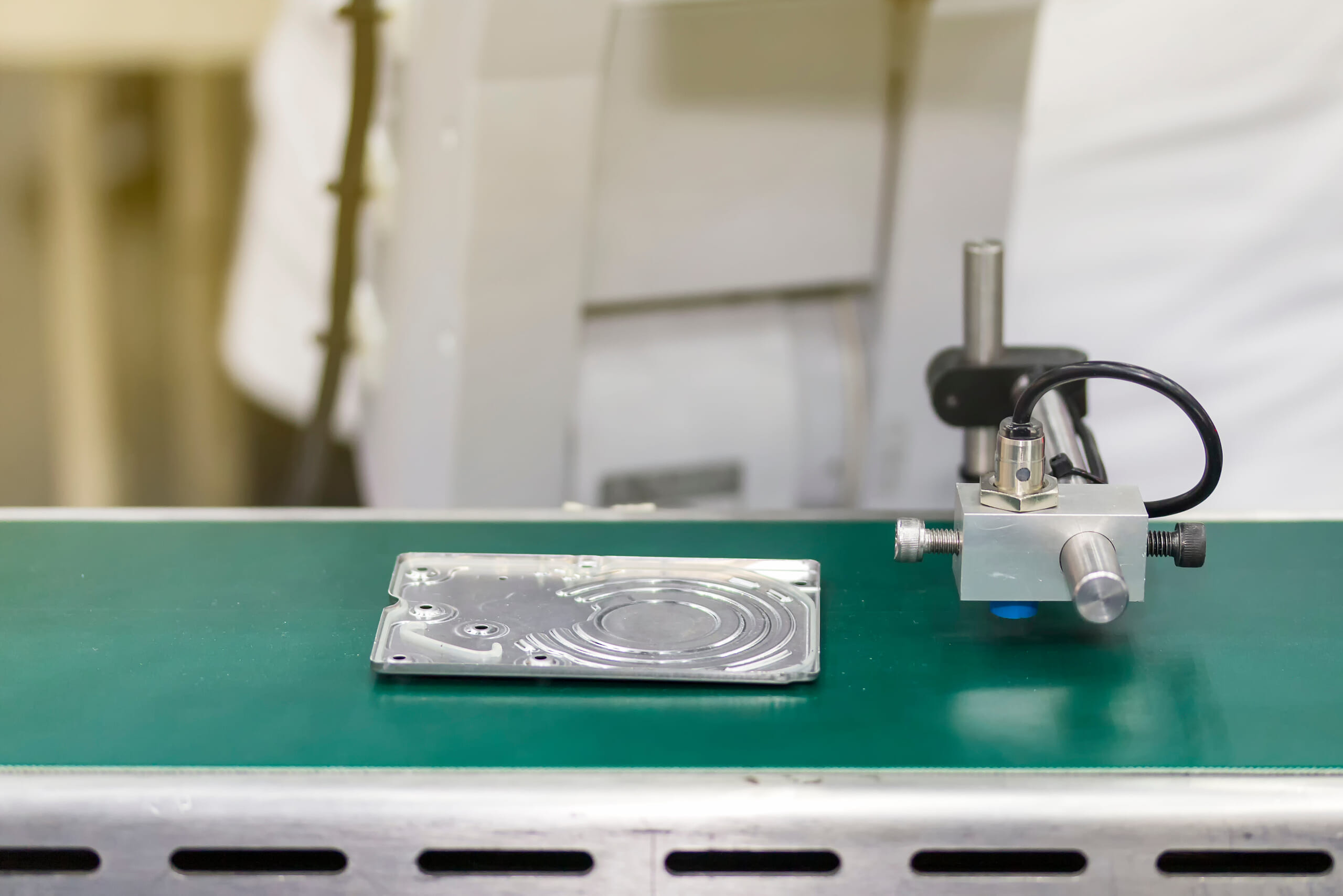
High Precision Positioning
- Stopper Bolt Switches Sensors -
Two-in-one unit. Stopper bolt with built-in switch
Click here ›Cautions for “Inductive Proximity Sensors” Commonly Used in Factories
“Inductive proximity sensors,” widely used in factories, are less expensive than optical sensors and are currently available from many manufacturers.
From here, we will explain “practical cautions for inductive proximity sensors learned directly from the shop floor” that are not obvious from manufacturers’ instruction manuals.
Watch for Play and Runout in the Detection Target
Inductive proximity sensors, commonly used in metal-cutting plants and assembly lines, are relatively inexpensive and resistant to shock and vibration, so they are still widely used in many factories today.
However, because inductive proximity sensors have a short sensing distance and require the target to be brought “within the detectable range,” there is a non-zero risk of damage due to collision with the target, depending on the sensor mounting position.
Therefore, if the target’s motion has “significant play or runout,” it can make installation more difficult, increase the distance between the sensor and the target, and raise the likelihood of false detection or missed detection.
If possible, consider installing guides to stabilize the target’s motion and making adjustments to minimize machine play.
False Operation Due to Chip Adhesion

Inductive proximity sensors are also often used for “pallet detection” in machine tool pallet change systems, and many people have likely seen cylindrical sensors installed near pallets.
In machining environments, chips generated during processing can adhere to a proximity sensor and cause problems such as false pallet detection or operational failures.
Because inductive proximity sensors respond to metal, it is not possible to completely prevent “false operation due to chips.”
Some machines use protective covers around the sensor to prevent chip adhesion, but chips may still adhere during an operator’s air-blow cleaning, so caution is required.
As a countermeasure, establish a consistent habit of “visually checking” that no chips are attached around the proximity sensor or on the sensor tip after air-blow work.
By doing so, you can detect sensor failures or abnormalities early and minimize the occurrence of false operation.
Precautions When Troubleshooting Detection Failures
Even with the countermeasures above, it is not possible to completely prevent false operation or stoppages caused by a sensor failing to detect the target.
On the shop floor, it is not uncommon to see people respond to a malfunction without turning off the power—for example, “touching the sensor with a metal scale (ruler).” This is absolutely not an action recommended by machine manufacturers and can become a serious issue if an accident occurs.
As a general rule, work should be done with the machine powered off. For operator safety, “turn off the power and confirm that motion has stopped” before taking any action.
High Precision Positioning
- Stopper Bolt Switches Sensors -
Two-in-one unit. Stopper bolt with built-in switch
Click here ›Key Points When Selecting and Implementing Proximity Sensors
When choosing a proximity sensor, you must select an appropriate type and model based on the operating environment and required specifications. Pay particular attention to the following points.
Detection Target (Material / Shape)
First, clarify what you want to detect.
If the target is metal, an inductive type is a strong candidate; for non-metals or liquids, capacitive or ultrasonic types are suitable; and for longer distances, optical types may be appropriate—depending on the target’s characteristics.
Because effective sensing distance and stability also vary with the target’s material (solid, liquid, granular, whether it is magnetic), size, and shape, confirm compatible materials and detectable sizes in the sensor specifications.
Sensing Distance
Choose a sensor that supports the required sensing distance.
Inductive and capacitive types are suited for short distances (up to several cm), while ultrasonic and optical types can support medium to long distances (from several tens of cm to several meters or more).
Because the rated sensing distance in catalogs is measured under ideal conditions, in actual use it is more stable to allow a safety margin and operate at about 50–80% of the set distance.
If you detect multiple types of objects, note that sensing distance may differ for each (for inductive types, distance varies depending on the metal material).
Response Time
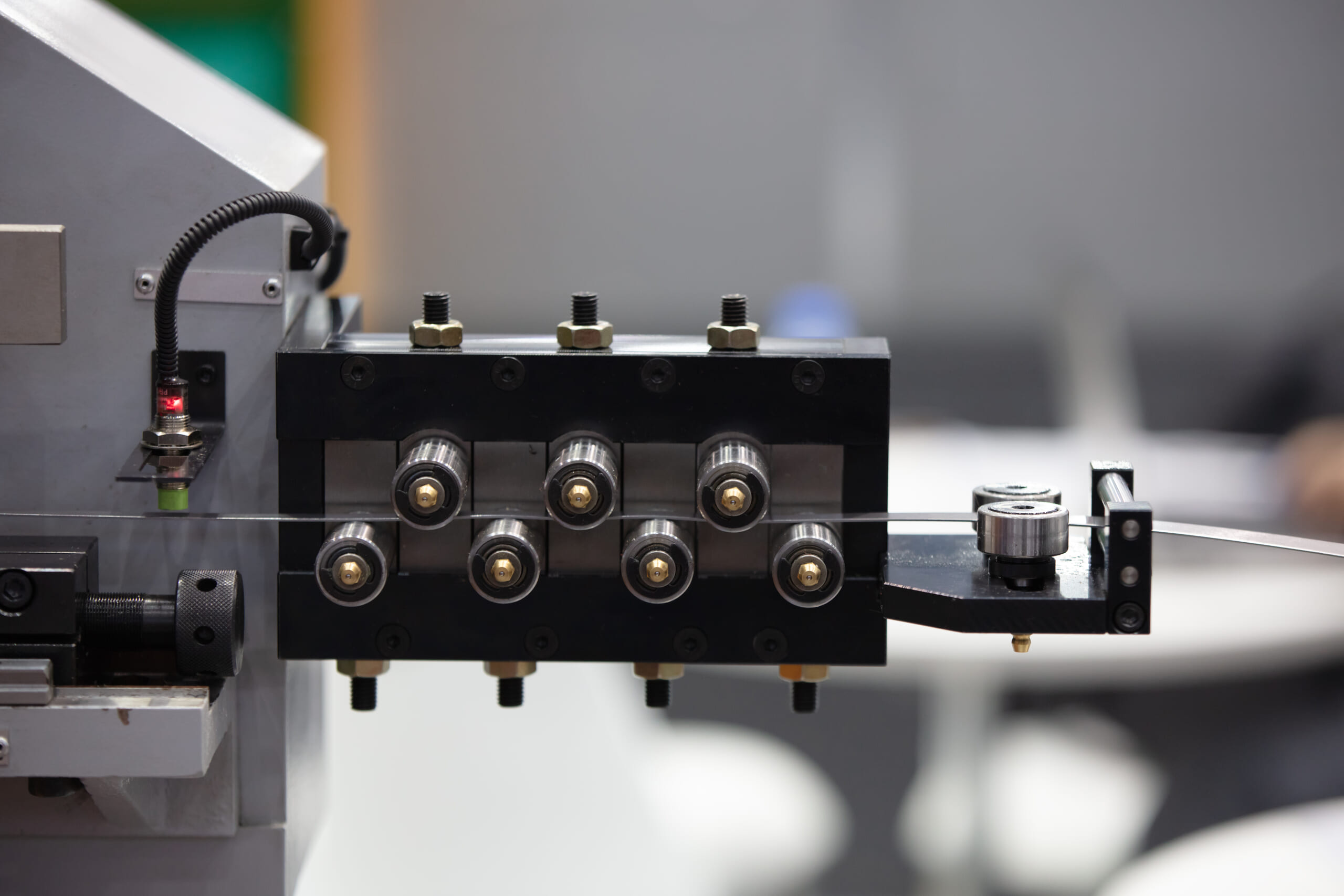
You need a response time that matches the conveyance speed of the production line and the target’s motion.
To detect objects passing at high speed, choose a fast-response type such as inductive or optical. Inductive types can detect at a high rate of 1,000 times per second (kHz) and are also suitable for detecting high-speed rotating bodies.
In contrast, ultrasonic types have slower response because sound waves propagate through space, making them unsuitable for fast-moving targets. Confirm the required switching frequency (how many detections per second are needed) and select a type/model that meets it.
Required Accuracy and Repeatability

Model selection depends on whether you only need presence/absence detection or you need high-precision position detection.
For precision positioning, you need a sensor with minimal variation between the target and the sensor. For example, even among inductive types, amplifier-separated models allow fine sensitivity adjustment and are suitable for high-precision detection.
Temperature characteristics also affect accuracy, so select a model with temperature compensation if necessary. If you need analog output of measured distance, consider products categorized as distance sensors (displacement sensors).
Installation Environment

Confirm whether the sensor can withstand the environmental conditions (temperature, humidity, dust, presence of water or oil, chemical atmosphere, etc.).
For example, outdoors or where water droplets are present requires waterproof/dustproof construction of IP67 or higher. In environments with oil or chemicals, selecting the sensor housing material is also important.
Capacitive types are more susceptible to humidity and are not suitable for high-humidity environments, whereas inductive and magnetic types operate relatively stably even in water or oil. If the environment is harsh, consider using highly robust sensors (heat-resistant types, pressure-resistant explosion-proof types, etc.).
Mutual Sensor Interference
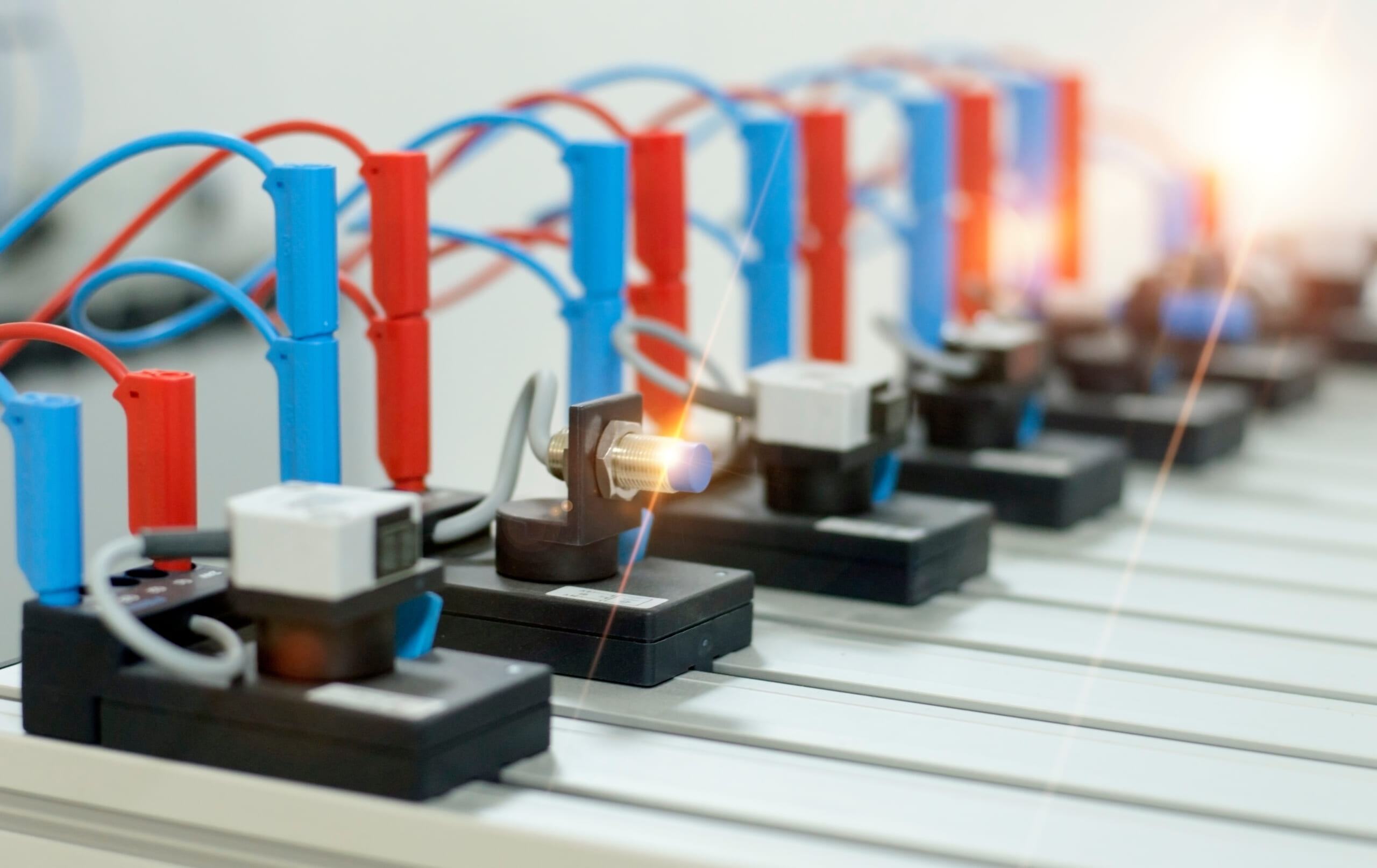
When multiple proximity sensors are installed close together, their oscillation and magnetic fields may interfere with each other and cause malfunctions.
Inductive and capacitive types in particular require attention to mutual interference. Countermeasures include maintaining the sensor spacing specified by the manufacturer or selecting shielded types (for inductive sensors, types with metal shielding on the sides to reduce interference). By contrast, magnetic types have the advantage of being less prone to mutual interference.
Other Selection Factors
Also consider the sensor’s shape and size (whether it fits in the available mounting space), connection method (cable length and presence/absence of a connector), power supply/output specifications (DC or AC, 2-wire or 3-wire, PNP/NPN output), as well as cost and lead time.
For example, you might choose a DC 3-wire PNP output type (where the load is connected on the negative side) to match the machine’s control power supply. In addition, if the sensor is used for safety applications, you must select a sensor compliant with relevant safety standards.
What Are Metrol’s High-Precision Positioning Sensors?
Proximity sensors are convenient devices that can detect an object’s presence or approach without contact. However, there are also many needs to “determine position with higher repeatability and accuracy.”
To meet these requirements, Metrol develops sensors that achieve high-precision positioning using an approach different from conventional proximity sensors.
High-Precision Positioning Touch Switches

These are contact-type high-precision switches used for positioning and workpiece presence detection in machine tools, robots, and jigs. They achieve an extremely high repeatability of up to 0.5 µm and feature IP67-rated waterproof and dustproof protection, ensuring stable operation even in harsh environments. With more than 200 standard models available, they offer a wide range of variations, including designs for confined spaces, high-temperature environments, vacuum applications, and low contact force requirements.
Tool Setter (Tool Length Measurement Sensor)

This is a contact-type sensor installed on CNC machine tools and industrial robots for tool length measurement, reference position setting, and tool breakage detection. By automatically measuring and compensating for tool length, wear, and thermal displacement inside the machine, it helps prevent machining defects and significantly reduces setup time. It is one of Metrol’s best-selling products, with a proven track record of more than 500,000 units shipped in 74 countries worldwide.
Touch Probe (On-Machine Measurement Probe)

This is a contact-type probe for in-machine measurement, installed on machine tools and robots to automatically perform workpiece positioning (centering) before machining and dimensional measurement after machining. With a repeatability of 1 µm, it automates workpiece referencing and dimensional inspection, replacing skilled manual operations to reduce setup time and help prevent machining defects. Both wired and wireless models are available, meeting retrofit needs for 5-axis machining centers and robotic applications.
Air Gap Sensor (Pneumatic Sensor)

This is a non-contact sensor that uses air pressure to detect workpiece seating conditions with micron-level accuracy. It can detect gaps (“lift”) of less than 10 µm—previously difficult to measure—with a repeatability of ±0.5 µm, helping prevent machining defects and equipment downtime caused by insufficient contact between the workpiece and fixture. The sensor is used in applications such as semiconductor manufacturing processes, precision part clamping operations, and grinding wheel positioning on grinding machines, and it is a smart sensor that also supports the international standard IO-Link communication.